 消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年
消防车
特种车辆
水射流工程
水刀
奥 拓 福 水 刀立足品质 专业切割 专注水射流26年

400-83-29299
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
通过使用激光来加热和软化材料,水射流来驱除被软化的材料;水同时也能实现冷却作用。研究了主要加工参数对切槽几何形貌和热影响区大小的影响

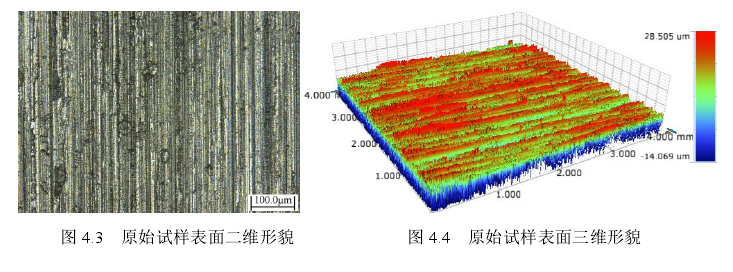
表面粗糙度是反映零件表面微观几何形状误差的一个重要指标。由断裂力学可知,表面粗糙度越大时,应力集中就会越严重,抵抗疲劳破坏的能力越差。
随着我国制造业的发展,工业机器人的需求量越来越大,性能指标也越来越高,但国产工业机器人的关键技术仍依赖于国外发达国家,制约着国产工业机器人的发展。

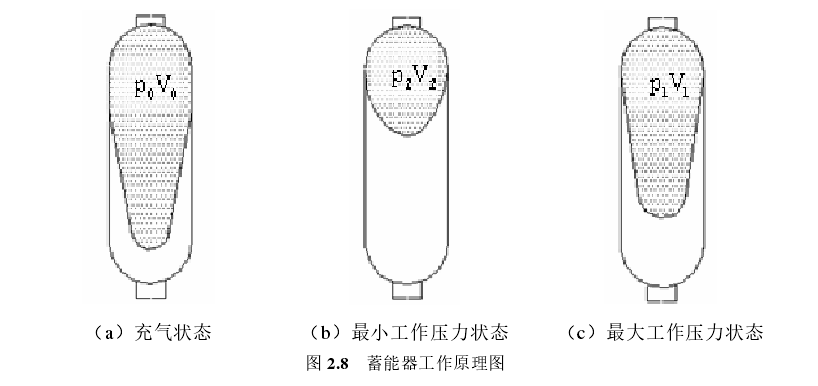
高压水射流系统中经常会出现瞬间的流量脉动,在高压水发生系统中增加一个稳压容器一一蓄能器就是高压水射流技术中消除流量脉动的常用措施之一
高压水射流技术与其他高新技术结合,形成机械化、智能化的高性能除锈设备或方法。如与机器人技术、数控技术等结合形成便于移动的、高效的、易控的水射流除锈设备。

高压水射流使用的工作介质是水,水的使用成本低廉,成本耗费主要集中在油料、喷嘴损耗、人工费用、工作平台等。

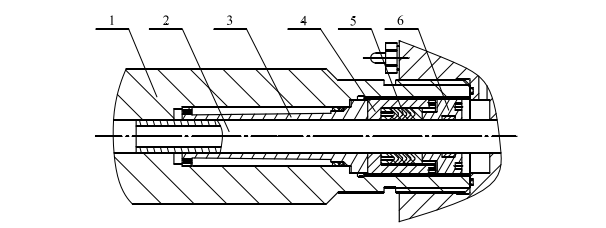
水液压增压器的最高工作压力为400MPa,此时活塞杆在高压缸内往复运动时会有严重的泄漏。为保证水液压增压器的高压工作性能,本文设计了一种用于高压腔活塞杆动密封的组合密封结构,如图3.9所示,具体由间隙密封和填料密封组成。
水射流切削模型在很多论文中讨论过,目前仅就切割压力或切割的表面质量建立,做出描述。但是这些模型仅描述了静态特性的冲蚀过程,既在某一点或某一状态下的情况,因此只在设定加工参数上有效。在实际切削中,其动态切割的过程的水流和磨料的浓度和特性都是持续变化的,这就使得加工操作难于定义。

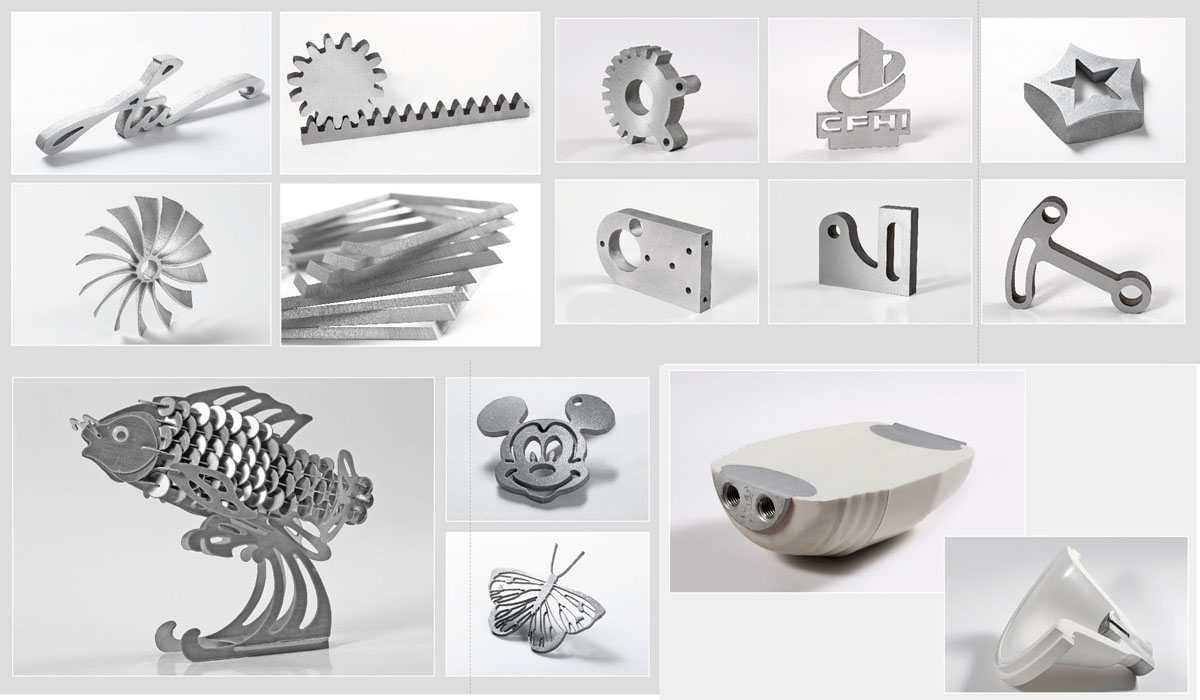
使用水射流技术可以实现多种操作,例如切割、脱胶、 清洁、钻孔、修边、开槽以及工件表层材料的去除 工业 的发展以及新材料的不断涌现对加工过程提出了新的要求。 例如,在航空制造业中使用了一些特种材料,如钛合金、碳 纤维复合材料、增强塑料玻璃等,这些材料用其它方法难以进行切割或存在加工质量问题。对于高强度高硬度材料(如 钛合金),若采用激光切割,由于激光切割是在高温下进行的, 在材料切口处会产生热影响区,热影响区对材料的性能有严 重的危害,所以必须通过磨削彻底消除热影响区,增加了加 工工序,降低了生产效率。而对于碳纤维复合材料,在用普 通方法高速切割时,易在刀具上产生缠绕。高压水射流切割 由于其独特的优点,对这些用其它方法难以切割的航空材料, 是非常理想或唯一的加工手段。
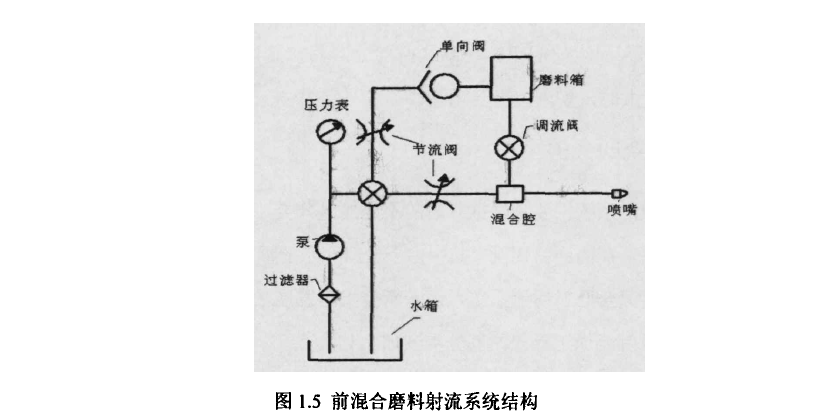
前混合磨料射流系统的主要特点是磨料与水在进入切割喷嘴前首先在混合腔里先进行混合
 400-83-29299
400-83-29299 
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图